Oem for Dummiess
Wiki Article
An Unbiased View of Additive Manufacturing
Table of ContentsThe 2-Minute Rule for Hon Hai PrecisionAll about Plastic ManufacturingGet This Report about Lean ManufacturingHow Lean Production can Save You Time, Stress, and Money.
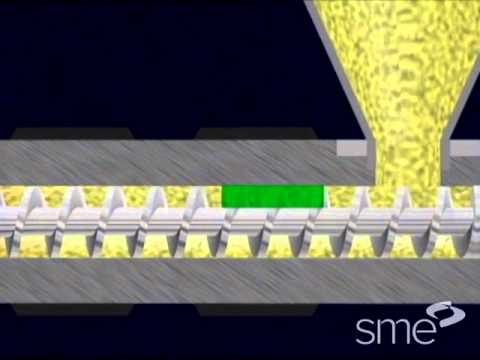
With injection moulding, pre-dried granular plastic is fed by a forced ram from a hopper into a warmed barrel. As the granules are gradually moved on by a screw-type plunger, the plastic is compelled right into a warmed chamber, where it is melted. As the bettor advances, the melted plastic is forced via a nozzle that rests against the mould, enabling it to enter the mould cavity via an entrance as well as runner system.Shot moulding cycle [edit] The series of occasions during the injection mould of a plastic component is called the injection moulding cycle. The cycle starts when the mould closes, complied with by the shot of the polymer into the mould cavity. Once the cavity is filled, a holding stress is preserved to make up for material contraction.

When the dental caries is 98% full, the machine changes from rate control to stress control, where the cavity is "loaded out" at a consistent stress, where sufficient speed to get to wanted pressures is required. This lets employees regulate component dimensions to within thousandths of an inch or far better. Different kinds of injection moulding processes [edit] The majority of injection moulding processes are covered by the traditional process description above, there are numerous essential moulding variations including, however not restricted to: An even more detailed listing of injection moulding processes might be located below: Refine repairing [ modify] Like all industrial procedures, shot molding can create problematic components, also in playthings.
Little Known Questions About Plastic Manufacturing.
Tests are typically executed before complete manufacturing runs in an effort to forecast issues and also figure out the ideal specifications to utilize in the shot process.: 180 When filling a new or unfamiliar mould for the very first time, where shot size for that mould is unidentified, a technician/tool setter might execute a test run prior to a complete manufacturing run.
Holding pressure is increased till the components are complimentary of sinks and component weight has been accomplished. Injection moulding is a complicated modern technology with possible production troubles. They can be caused either by issues in the moulds, or much more frequently by the moulding procedure itself.: 4785 Moulding problems Different name Descriptions Creates Blister Blistering Elevated or split area on surface of the part Device or material is also warm, commonly caused by an absence of cooling around the tool or a defective heater.
The 4-Minute Rule for Die Casting
Embedded particulates Foreign fragment (burned material or various other) embedded in the component Particles on the device surface area, infected material or foreign particles in the barrel, or way too much shear warmth shedding the material prior to shot. Circulation lines Directionally "off tone" wavy lines or patterns Shot rates too sluggish (the plastic has actually cooled off also much during shot, shot speeds must be established as fast as is proper for the procedure as well as product used).Filling up too fast, not allowing the sides of the component to set up. Mould might be out of registration (when the two fifty percents don't centre properly as well as component walls are not the exact same density). The given details is the usual understanding, Adjustment: The Lack of pack (not holding) stress (pack pressure is used to pack out although is the part throughout the holding time).
Simply put, as the part reduces the material divided from itself as there was not sufficient resin in the dental caries. Deep space might happen at any area or the part is not restricted by the density however by the resin circulation and also thermal conductivity, but it is more probable to occur at thicker areas like ribs or bosses.
Knit line/ browse around these guys Meld line/ Transfer line Discoloured line where two flow fronts meet Mould or worldly temperature levels set too reduced (the product is cool when they fulfill, so they do not bond). Time for transition in between injection and transfer (to packaging as well as holding) is too very early. Twisting Distorted component Air conditioning is as well brief, product is also warm, lack of cooling down around the device, inaccurate water temperature levels (the components bow inwards in the direction of the lean production warm side of the device) Uneven shrinking between areas of the component.
Little Known Facts About Mfg.
125 inch wall density is +/- 0. The power needed for this process of injection moulding depends on lots of things and also differs in between materials used. Below is a table from page 243 of the exact same referral as previously mentioned that ideal shows the features pertinent to the power required for the most generally used materials.In addition to placing inspection systems on automatic tools, multiple-axis robotics can remove parts from the mould as well as position them for further procedures. Specific circumstances include removing of components from the mould quickly after the components click to read more are produced, along with applying equipment vision systems. A robotic grasps the part after the ejector pins have actually been encompassed release the component from the mould.
Yet why is injection molding device production so efficient? As well as how does it function? To figure out, let's explore the subject and respond to every one of the vital questions, including what it is, the process behind it, its primary benefits, and exactly how to pick the right provider. What is Injection Molding? is the process of making use of plastic to make a wide variety of components and also products.
The shot molding device uses customized molds to load them out according to specifications, developing the same duplicates that can be customized in a selection of ways. What's even more, shot molding is an extremely flexible procedure, permitting for a variety of various products as well as coatings, that makes it a popular alternative in plenty of markets with totally various goals as well as requirements - oem.
Report this wiki page